
Process reduction and CO2 saving in the steel strip production through industrialization of the strip casting technology
Compared to continuous casting, the specific surface area produced per tonne of steel is many times greater. This is due to the small cross-sectional area of the cast product during strip casting. To ensure that the strip quality meets the requirements in this process, the condition of the casting roller surface is decisive. During the casting process, the rolls are exposed to highly fluctuating mechanical and thermal loads. This can lead to locally varying intensive wear of the roller coating. These defects are decisive for the service life of the rolls.
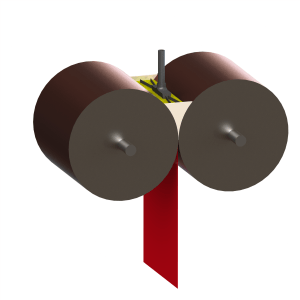
Optimizing the distribution of the melt between the casting rollers is a starting point for reducing wear. Within the framework of this project, numerical and physical simulations were carried out at the IOB.
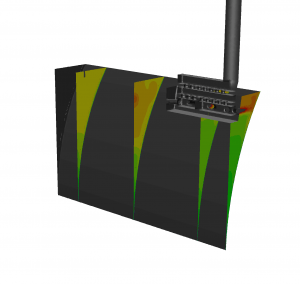
The physical investigations were carried out on a water model on an industrial scale. The flow was investigated among others by Particle Image Velocimetry. The section plane to be investigated is illuminated with the aid of a laser and the movement of particles is recorded. These particles are added to the water before the start of the experiment and follow the flow as slip-free as possible. Based on these data the velocities in the measuring plane can be calculated.
The thermal influences of the flow cannot be investigated in the water model. Numerical simulations were carried out for this purpose, taking into account the solidification of the melt. In this way it is possible to investigate the relationships between the flow and the temperature distribution.
 The project was funded by the Federal Ministry of Education and Research (BMBF) under the number 01 LS 1001 B.
The project was funded by the Federal Ministry of Education and Research (BMBF) under the number 01 LS 1001 B.